- n.8, via Zaolin,
via Longxiang,
tongxiang,zhejiang,cina - +86 573 89381086[email protected]
- DownloadBrochure PDF
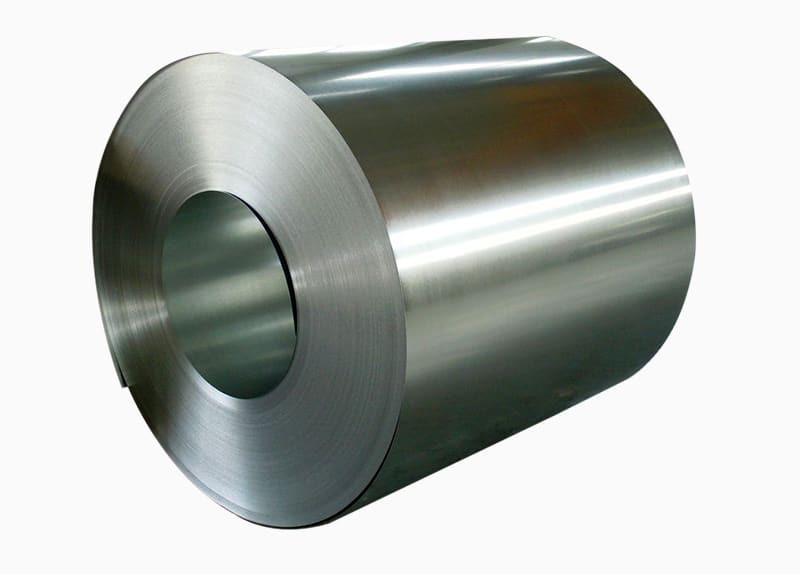
Il viaggio di una bobina d'acciaio inizia molto prima che arrivi in una fabbrica o in un cantiere. Si inizia con le materie prime - minerale di ferro, carbone da coke e calcare - immesse in un altoforno dove vengono fuse in ghisa liquida a temperature superiori a 2.700 ° F (1.480 ° C). Il ferro fuso viene quindi trasferito in un forno ad ossigeno basico (BOF) o in un forno ad arco elettrico (EAF), dove le impurità vengono rimosse e il contenuto di carbonio viene attentamente regolato per produrre acciaio liquido della composizione desiderata.
L'acciaio liquido viene colato continuamente in lastre spesse, in genere spesse da 200 a 250 mm e larghe fino a 2 metri. Queste bramme costituiscono il punto di partenza per tutti i prodotti laminati piatti in acciaio, compresi i coils. Dopo la fusione, le bramme vengono lavorate immediatamente o riscaldate in un forno di riscaldo per bramme prima di entrare nel laminatoio per nastri a caldo, l'impianto più direttamente responsabile della produzione di bobine di acciaio laminato a caldo.
Nel laminatoio per nastri a caldo, la bramma riscaldata viene progressivamente schiacciata tra una serie di gabbie di laminazione, ciascuna delle quali riduce lo spessore mentre il nastro si allunga e accelera. Nel momento in cui il nastro esce dalle postazioni di finitura, potrebbe viaggiare a una velocità di 80 km/h o più e essere stato ridotto da una lastra di 250 mm a un nastro sottile di 1,5 mm. Il nastro viene quindi raffreddato su un tavolo di scarico utilizzando spruzzi d'acqua controllati prima di essere avvolto in una bobina da un downcoiler. La temperatura di avvolgimento viene gestita con attenzione perché influisce direttamente sulla microstruttura e sulle proprietà meccaniche del prodotto finale.
I coils laminati a caldo possono essere venduti direttamente per molte applicazioni, ma per usi che richiedono tolleranze più strette, migliore qualità superficiale o maggiore resistenza, è necessaria un'ulteriore lavorazione. Il coil laminato a caldo viene prima decapato (passato attraverso un bagno di acido cloridrico o solforico) per rimuovere le incrostazioni di ossido dalla superficie. Si ottiene così un coil decapato e oliato (P&O), che può essere utilizzato direttamente o inviato alla laminazione a freddo.
Nel laminatoio a freddo, il nastro decapato viene ridotto ulteriormente in spessore a temperatura ambiente, tipicamente del 50–90% dello spessore in entrata. Ciò migliora notevolmente la planarità, la finitura superficiale e la precisione dimensionale, aumentando allo stesso tempo la resistenza allo snervamento attraverso l'incrudimento. Il coil laminato a freddo viene quindi ricotto, ovvero riscaldato in un forno ad atmosfera controllata, per ripristinare la duttilità persa durante la lavorazione a freddo. Le moderne linee di ricottura continua possono lavorare bobine ad alta velocità, mentre la ricottura batch (utilizzando forni a campana) viene utilizzata per i prodotti che richiedono un temperamento molto morbido.
Dopo la ricottura, i coils laminati a freddo passano generalmente attraverso un passaggio di laminazione di rinvenimento – una leggera riduzione di circa lo 0,5–2% – che elimina l’allungamento del punto di snervamento (un fenomeno che causerebbe segni sulla superficie chiamati linee di Lüders durante la formatura) e mette a punto la finitura superficiale e la planarità del nastro. Le bobine con difetti di planarità possono anche essere lavorate attraverso una linea di livellamento della tensione, che allunga la striscia per rimuovere ondulazioni, set di bobine o balestre.
Gran parte delle bobine di acciaio utilizzate in tutto il mondo ricevono un rivestimento protettivo o decorativo prima di raggiungere l'utente finale. Le linee di rivestimento sono operazioni continue e ad alta velocità in cui il nastro di acciaio viene pulito, pretrattato, rivestito ed essiccato o polimerizzato in un unico passaggio attraverso la linea. Il tipo di rivestimento applicato determina la resistenza alla corrosione, la formabilità, la verniciabilità e l'aspetto superficiale del prodotto finale.
In una linea continua di zincatura a caldo, il nastro di acciaio viene pulito e ricotto in atmosfera protettiva prima di essere immerso in un bagno di zinco fuso a circa 460°C. Quando la striscia esce dal contenitore dello zinco, le lame d'aria soffiano via lo zinco in eccesso per controllare lo spessore del rivestimento. Il peso del rivestimento di zinco, espresso in grammi per metro quadrato (g/m²), varia da Z60 (60 g/m²) per applicazioni interne leggere a Z275 (275 g/m²) per usi esterni o strutturali impegnativi. Lo zinco si lega metallurgicamente alla superficie dell'acciaio, fornendo protezione barriera e protezione catodica (sacrificale) che impedisce la diffusione della ruggine anche se il rivestimento è graffiato.
Il Coil Coating è uno dei processi di verniciatura più efficienti nel settore manifatturiero. Il nastro di acciaio passa attraverso una serie di fasi di pretrattamento chimico, applicazione di primer e applicazione di finitura utilizzando rivestimenti a rullo, con forni di polimerizzazione tra ogni fase. L'intero processo avviene in un unico passaggio continuo a velocità di nastro fino a 200 metri al minuto. Il risultato è un coil in acciaio preverniciato con una finitura estremamente uniforme e durevole che elimina la necessità di verniciatura post-fabbricazione. I rivestimenti includono poliestere, PVDF (polivinilidene fluoruro), SMP (poliestere modificato con silicio) e plastisol, ciascuno dei quali offre diversi compromessi in termini di flessibilità, resistenza ai raggi UV e resistenza chimica.
I coils in acciaio sono classificati secondo standard nazionali e internazionali che definiscono la composizione chimica, le proprietà meccaniche, le tolleranze dimensionali e la qualità della superficie accettabili. I principali sistemi di standard che incontrerai sono:
| Sistema standard | Origine | Esempi di gradi comuni | Uso tipico |
| JIS (standard industriale giapponese) | Giappone | SPCC, SPCD, SGCC, SGHC | Automotive, elettrodomestici, edilizia |
| EN (Norma Europaa) | Europe | DC01, DC04, DX51D, S355 | Prodotti di formatura generale, strutturali e rivestiti |
| ASTM (Società americana per test e materiali) | Stati Uniti | A1008, A1011, A653, A36 | Prodotti edili, industriali, zincati |
| GB (Guojia Biaozhun) | Cina | Q235, Q345, ST12, ST14 | Strutturale, formatura a freddo, imbutitura |
Molte di queste designazioni di qualità sono essenzialmente equivalenti in termini di prestazioni dei materiali, anche se le convenzioni di denominazione differiscono. Ad esempio, JIS SPCC, EN DC01 e ASTM A1008 CS Tipo B sono tutti acciai laminati a freddo di qualità commerciale standard con proprietà sostanzialmente simili. Quando si lavora in catene di fornitura internazionali, richiedere sempre la documentazione di riferimento incrociato o chiedere al proprio metallurgista di confermare l'equivalenza prima di sostituire i gradi.

I coils di acciaio sono la spina dorsale della produzione moderna. L’assoluta versatilità dell’acciaio laminato piatto – nelle sue varie forme, qualità e rivestimenti – significa che è presente praticamente in ogni settore dell’economia. Ecco uno sguardo agli ambiti applicativi più significativi:
L’industria automobilistica è uno dei maggiori consumatori di bobine di acciaio a livello mondiale. I coils laminati a freddo e zincati vengono stampati nei pannelli della carrozzeria, nei rivestimenti delle portiere, nei cofani, nei parafanghi e nei rinforzi strutturali. Le bobine in acciaio ad alta e altissima resistenza (UHSS), con carichi di snervamento superiori a 600 MPa, sono sempre più utilizzate in parti critiche per la sicurezza come montanti centrali, travi delle portiere e rinforzi dei paraurti, dove assorbono l'energia dell'urto consentendo al tempo stesso alle case automobilistiche di ridurre il peso e raggiungere gli obiettivi di risparmio di carburante.
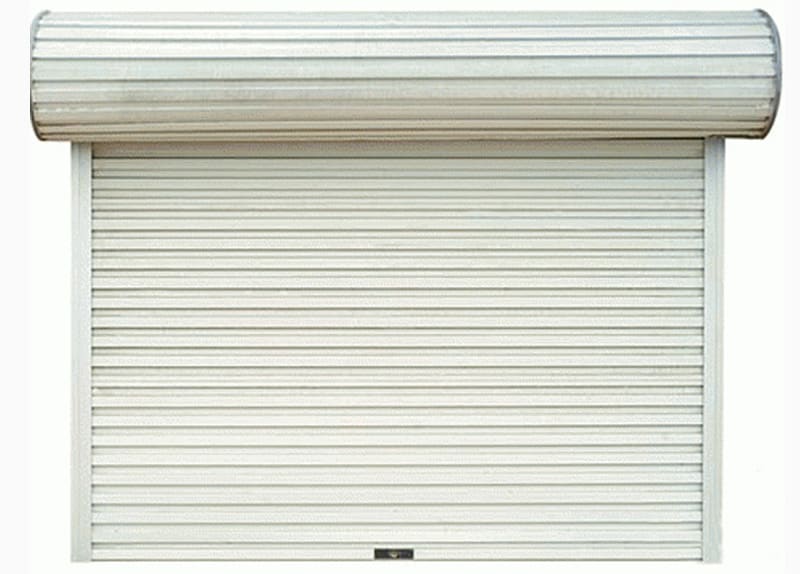
Le bobine di acciaio preverniciato e zincato vengono laminate per ottenere pannelli di copertura, rivestimenti di pareti, arcarecci, montanti per strutture in acciaio e scossaline. I coils strutturali laminati a caldo vengono tagliati e formati in sezioni cave, angoli e canali utilizzati in edifici con struttura in acciaio, magazzini e strutture industriali. La domanda di bobine rivestite da parte del settore edile è fortemente guidata dalla necessità di involucri edilizi di lunga durata e a bassa manutenzione in tutte le condizioni climatiche.
I cestelli delle lavatrici, i mobili dei frigoriferi, i rivestimenti dei forni e gli involucri dei condizionatori d'aria sono tutti realizzati con bobine di acciaio laminato a freddo o preverniciato. L'industria degli elettrodomestici richiede una qualità superficiale costante e tolleranze strette sullo spessore per garantire che i pannelli possano essere formati, saldati e verniciati senza difetti. Le bobine in acciaio rivestito resistente alle impronte digitali, con uno speciale trattamento superficiale che riduce al minimo le impronte visibili, sono diventate sempre più popolari per le finiture degli elettrodomestici di alta qualità.
La banda stagnata, ovvero l'acciaio laminato a freddo rivestito con uno strato molto sottile di stagno, è uno dei prodotti originali in acciaio rivestito e rimane indispensabile per lattine per alimenti e bevande, contenitori per aerosol e barattoli di vernice. L'acciaio utilizzato deve essere estremamente sottile (fino a 0,1 mm), molto piatto e privo di difetti superficiali per essere formato alle alte velocità delle moderne linee di produzione di lattine. Anche l’acciaio senza stagno (TFS), rivestito con ossido di cromo anziché stagno, è ampiamente utilizzato come alternativa economicamente vantaggiosa negli imballaggi non alimentari.
Bobine d'acciaio svolgono un ruolo sempre più importante nel settore energetico. Le bobine di acciaio elettrico - nastri laminati a freddo legati al silicio con proprietà magnetiche attentamente controllate - vengono punzonate nei laminati per i nuclei dei motori elettrici e dei trasformatori. Con l’aumento del numero dei veicoli elettrici e degli impianti di energia rinnovabile, la domanda di bobine elettriche in acciaio ad alta efficienza sta accelerando. Anche i sistemi di montaggio dei pannelli solari, le sezioni delle torri eoliche e gli acciai delle tubazioni sono fabbricati con bobine laminate piatte.
Anche se provenienti da stabilimenti rinomati, i coils di acciaio possono presentare difetti, alcuni ereditati dal processo di produzione dell'acciaio, altri introdotti durante la laminazione, il rivestimento o l'avvolgimento. Riconoscere questi difetti ti aiuta a decidere se il materiale è idoneo all'uso, deve essere declassato o deve essere rifiutato. I tipi di difetto più comuni includono:
Con elevate prestazioni antiruggine, sono ampiamente util...

Il nome completo PPGI / PPGL COIL è una bobina in acciaio...
Porto: Zhejiang, Cina Vantaggi della nostra bobina in ...

APPLICAZIONE DEL PPGI Costruzione: Esterno: officina, ...




